 English
English русский
русский Français
Français Español
Español Português
Português Deutsch
Deutsch عربى
عربى Türk
TürkQual é o cabo de aço com regra 3 6?
A máquina de crimpagem hidráulica de cabo de aço GT-1350 (estrutura de cesta) é uma solução de estampagem de alta capacidade projetada para diâmetros de cabo de aço de até 66 mm em operações de multiprensagem , capaz de sustentar uma pressão máxima de trabalho de 56 MPa e acionado por uma unidade de energia hidráulica de dois estágios de 11 kW. Se você precisa de uma máquina que combine resistência estrutural da estrutura do cesto, certificação CE e compatibilidade com conjuntos de matrizes GT-500T, esta unidade atende em todas as frentes.
Compreendendo o Regra 3-6 em cabo de aço é um contexto essencial para selecionar o equipamento de crimpagem correto. A regra 3-6 estabelece que um cabo de aço deve ser retirado de serviço quando 3 ou mais fios quebrados são encontrados em um fio dentro de um comprimento de torção de corda, ou 6 ou mais fios quebrados são distribuídos em vários fios dentro de um comprimento de configuração. Este padrão amplamente referenciado (adotado pela ASME B30.2 e códigos similares) ressalta por que a crimpagem precisa e confiável é importante: uma terminação mal estampada pode acelerar a fadiga do fio e levar à falha prematura. O GT-1350 foi construído para garantir terminações que preservem a integridade do cabo de aço a longo prazo.
Abaixo, este artigo aborda as especificações técnicas da máquina, tabela de tamanhos de matrizes de crimpagem, seleção de conjuntos de matrizes, práticas recomendadas operacionais, dados de desempenho da indústria e perguntas comuns. Todos os dados apresentados são extraídos da documentação do fabricante e de padrões industriais amplamente aceitos.
Resumo das especificações técnicas do GT-1350
A máquina de crimpagem de cabo de aço hidráulico GT-1350 (estrutura de cesta) é fabricada pela Jiangsu Xingtai Hidráulico Manufacturing Co., Ltd. corpo de máquina monobloco , uma opção de projeto que elimina cordões de solda e juntas aparafusadas em zonas de alta tensão, contribuindo diretamente para uma vida útil mais longa e intervalos de manutenção reduzidos. As matrizes de estampagem são forjadas em liga de aço de alta resistência e apresentam um design de molde redondo com posicionamento automático, tornando as trocas de matrizes rápidas e repetíveis.
| Parâmetro | Valor |
|---|---|
| Modelo | GT-1350 |
| Diâmetro máximo do cabo de aço (multiprensagem) | Fi 66 mm |
| Potência do motor | 11 kW |
| Pressão máxima de trabalho | 56 MPa |
| Movimento máximo do pistão | 200 milímetros |
| Velocidade de aumento do pistão | 4,8 mm/seg |
| Velocidade de descida do pistão | 10 mm/seg |
| Dimensões da máquina (C x L x A) | 2100x1100x2000mm |
| Certificação | CE |
O sistema de fornecimento de óleo com bomba de dupla pressão permite que o pistão desça rapidamente durante a fase de aproximação e depois mude automaticamente para curso lento de alta pressão para a fase de estampagem real. Esse comportamento de dois estágios protege tanto o conjunto de matrizes quanto a peça de trabalho, ao mesmo tempo em que reduz significativamente o tempo do ciclo em comparação com sistemas de estágio único. O pistão também pode ser parado em qualquer posição durante o deslocamento, o que é essencial ao ajustar as dimensões do olhal ou do laço em tempo real.
Diagrama isométrico 3D GT-1350 com rótulos de componentes principais
O SVG diagram below illustrates the principal structural zones of the GT-1350 basket frame machine. Each labeled element corresponds to a functional component described in the specification sheet and manual guidance.
O diagram highlights the arquitetura de quadro de cesta , que proporciona rigidez lateral superior em comparação com os designs convencionais de estrutura C ou H. Os blocos de matrizes superiores e inferiores integrados assentam diretamente em compartimentos usinados com precisão, garantindo alinhamento repetível da matriz em milhares de ciclos. O painel de controle separado abriga todas as interfaces do operador, incluindo o manômetro, luzes indicadoras e interruptores das válvulas hidráulicas principais, mantendo os componentes de alta tensão longe da zona de trabalho.
Tabela de tamanhos de matriz de crimpagem para GT-1350
Selecionando o correto conjunto de matrizes de crimpagem é o fator mais crítico para obter uma terminação que atenda às classificações de carga e aos requisitos de acabamento superficial. A GT-1350 aceita matrizes compatíveis tanto com suas próprias dimensões de alojamento de matriz quanto, por design, com as matrizes menores da prensa GT-500T. Essa compatibilidade cruzada reduz o investimento total em ferramentas para oficinas que operam diversas máquinas. A tabela de tamanhos da matriz de crimpagem abaixo é uma referência representativa; sempre verifique a folha de especificações de estampagem do fabricante da luva antes da produção.
| Diâmetro do cabo de aço (mm) | OD da manga antes (mm) | Fechamento da Matriz Dim (mm) | Prensas necessárias | Aplicação |
|---|---|---|---|---|
| 8 | 14 | 12.5 | 1 | Aparelhamento leve, elevação |
| 12 | 20 | 18.0 | 1-2 | Içamento de minas, eslingas de guindaste |
| 20 | 32 | 28.5 | 2-3 | No mar, ferroviário |
| 32 | 50 | 44.0 | 3-4 | Guindastes portuários, metalurgia |
| 48 | 72 | 63.5 | 4-5 | Levantamento pesado, elétrica |
| 60 | 90 | 79.0 | 5-6 | Cais, principais estruturas |
| 66 (máx.) | 100 | 87.5 | 6 | Capacidade máxima multi-impressão |
O número de prensas necessárias aumenta com o diâmetro da luva porque cada prensa gira a luva em um incremento angular fixo para obter compressão radial uniforme. Ignorar etapas de impressão ou parar quando a contagem de impressões é insuficiente é a principal causa de rescisões inconsistentes. A orientação manual do GT-1350 aconselha os operadores a medir o diâmetro externo da luva acabada após cada ciclo completo de prensagem usando um micrômetro calibrado para confirmar a conformidade dimensional antes de liberar a eslinga para serviço.
O bar chart above illustrates the relationship between wire rope diameter and the corresponding sleeve outer diameter range handled by the GT-1350 using multi-press technique. Larger ropes require proportionally heavier sleeves and more press increments, but the machine's 56 MPa ceiling ensures sufficient force is available at the top end of the capacity range. This makes the GT-1350 one of the highest-capacity basket-frame hydraulic wire rope swage machines in its motor class, comparing favorably with international benchmarks for 11 kW presses.
Máquina hidráulica de estampagem de cabo de aço: como funciona o sistema de dupla pressão
O GT-1350's hydraulic circuit relies on a arranjo de bomba de dois estágios que se tornou referência no setor de prensas de cabo de aço. Durante o curso de aproximação, a bomba fornece alto fluxo a baixa pressão para que o pistão desça rapidamente até a peça de trabalho sem perda de tempo. Assim que o contato for detectado (através do aumento da contrapressão hidráulica), o circuito muda automaticamente para um modo de alta pressão e baixo fluxo para executar a estampagem. Esta transição é perfeita e não requer intervenção do operador.
O sealing system uses high-grade hydraulic seals rated for sustained operation at pressures beyond the machine's working limit. This provides a meaningful safety margin and ensures that hydraulic fluid does not contaminate the work area or the wire rope surface, which could compromise both safety and corrosion resistance of the finished termination. The system also features an integrated pressure relief valve pre-set at the factory, protecting both the operator and the tooling from overpressure events.
O pressure curve above illustrates the characteristic two-stage profile of the GT-1350 swage cycle. Pressure remains low during approach to allow rapid advance, then rises steeply once the die contacts the sleeve, peaking near the machine's 56 MPa maximum during full swage. The return phase releases pressure rapidly. This profile is consistent with industry best practice for hydraulic steel wire rope press machines operating in mine, wharf, and crane applications.
Aplicações da indústria e benchmarks de desempenho
O GT-1350 hydraulic wire rope crimping machine is designed for continuous-duty operation across a wide range of sectors. Wire rope swaging is a fundamental process in industries where lifting and tension capacities are safety-critical, and the machine's CE certification ensures it satisfies European machinery directive requirements for operator protection and electromagnetic compatibility.
- Indústria de cabos de aço: Produção de eslingas pré-montadas, conjuntos de olhais e freios com múltiplas pernas em grandes volumes.
- Mineração e metalurgia: Cabos de içamento e cabos guia de eixo em operações de mineração subterrânea e de superfície que exigem terminações MBL (carga mínima de ruptura) verificadas.
- Operações de cais e portuárias: Cabos de amarração, pendentes de reboque e conjuntos de guindastes principais em terminais de contêineres e cargas a granel.
- Ferrovia e elétrica: Sistemas de tensão catenária e conjuntos de linhas aéreas onde a consistência dimensional da terminação é especificada com tolerâncias restritas.
- Offshore e construção: Cabos estaiados, sistemas de amarração e elementos estruturais de tensão em trabalhos de pontes e plataformas offshore.
O radar chart presents an internal capability analysis of the GT-1350 across six operational dimensions. Pressão máxima de trabalho e durabilidade pontuação no topo da faixa devido à construção da carroceria em bloco único e aos componentes estampados em liga de aço. A compatibilidade das matrizes e as classificações de segurança também são altas, impulsionadas pela certificação CE, compatibilidade cruzada com as matrizes GT-500T e o alívio de pressão integrado da máquina. A velocidade do ciclo pontua ligeiramente abaixo do máximo porque a velocidade de retorno do pistão (10 mm/seg) é regida por requisitos de descompressão segura, o que é uma compensação deliberada do projeto para a segurança do operador e a longevidade da matriz.
Seleção e manutenção do conjunto de matrizes de crimpagem
A conjunto de matrizes de crimpagem para o GT-1350 deve corresponder ao diâmetro nominal do cabo de aço e ao tipo de luva (manga oval, luva redonda ou soquete em cunha). Os conjuntos de matrizes ovais produzem uma seção transversal hexagonal ou oval na luva acabada e são preferidos para a maioria das aplicações de lingas porque fornecem uma referência de inspeção visual. Conjuntos de matrizes redondas são usados onde é necessária uniformidade dimensional em todos os planos radiais, como para preparação de encaixe roscado ou conjuntos de olhais de amarração de precisão.
Protocolo de manutenção de conjunto de matrizes
- Inspecione as superfícies da matriz quanto a rachaduras, lascas ou escoriações após cada 200 ciclos de estampagem usando uma lupa de 10x ou inspeção com penetrante da matriz.
- Aplique uma fina camada de lubrificante antigripante ou lubrificante nas superfícies de contato da matriz antes de cada mudança para reduzir o atrito e evitar a soldagem a frio das metades da matriz.
- Verifique a dimensão de fechamento da matriz utilizando um bloco padrão calibrado definido no início de cada produção; dimensões fora da faixa de tolerância indicam desgaste da matriz e o conjunto deve ser substituído.
- Armazene as matrizes em estojos acolchoados quando não estiverem em uso; nunca empilhe matrizes sem proteção, pois os danos por impacto na superfície da cavidade se traduzem diretamente em defeitos na superfície da luva.
- Registre a contagem de ciclos de cada conjunto de matrizes em um registro de manutenção; A Xingtai Hydraulic recomenda a substituição das matrizes quando a dimensão de fechamento se desviar em mais de 0,3 mm do valor nominal.
O GT-1350's automatic positioning feature means the die set self-centers around the sleeve before pressure is applied, reducing operator error during loading. This is a significant advantage over manual-alignment machines and directly reduces the rate of off-center swages, which are the leading cause of reduced termination efficiency in hydraulic swage operations (as noted in industry practice guides published by the Wire Rope Technical Board).
O bar chart above is a schematic representation of how die dimensional deviation accumulates with cycle count for a typical alloy-steel die set used on large-diameter ropes. Deviation remains negligible for the first 400 cycles, begins to accelerate between 600 and 800 cycles as work-hardening and surface abrasion increase, and typically crosses the 0.3mm replacement threshold at or before 1000 cycles depending on sleeve material hardness. Operators tracking this data can plan die replacement proactively, avoiding out-of-specification terminations reaching the field.
Imagem do produto GT-1350
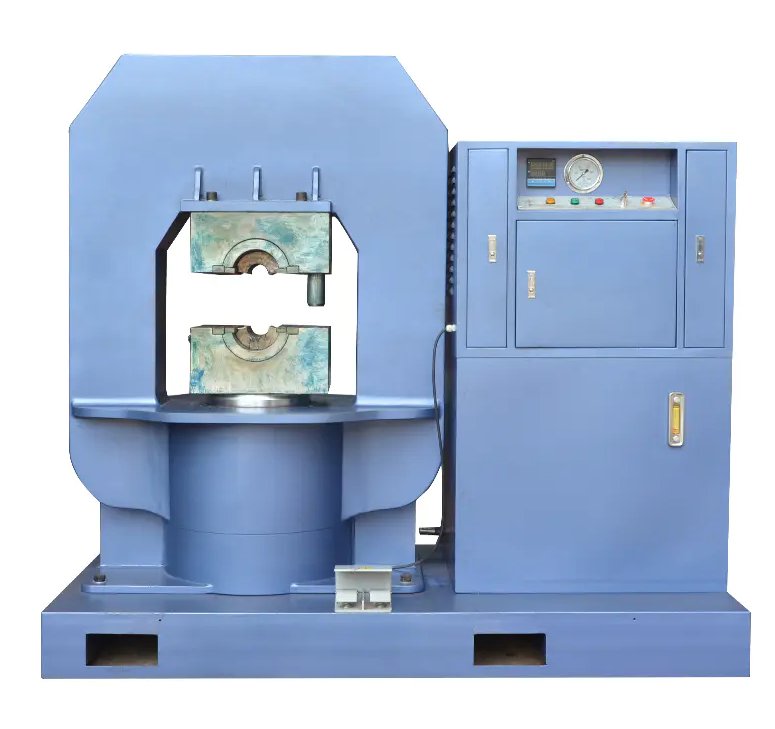
O GT-1350 Hydraulic Wire Rope Crimping Machine (Basket Frame) as manufactured by Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. The distinctive corpo da estrutura da cesta , fresado a partir de um único bloco de aço, é visível no centro. O gabinete de controle separado à direita abriga a unidade de energia hidráulica de dupla pressão, manômetro, painel indicador e interruptores de controle principais. A máquina possui certificação CE e foi exportada para o Reino Unido, Austrália, Holanda, Letônia, Malásia, Tailândia, Índia, Rússia, Botsuana, Polônia e mercados adicionais.
Sobre Jiangsu Xingtai Hidráulica Manufacturing Co., Ltd.
Jiangsu Xingtai Hidráulica Manufacturing Co., Ltd. foi fundada em 1992 e está localizado na cidade de Taizhou, província de Jiangsu, China. A empresa é especializada na fabricação de máquinas hidráulicas de prensagem de cabos de aço, máquinas de recozimento e afilamento de cabos de aço, luvas de alumínio e braçadeiras de elevação. A Xingtai Hydraulic está equipada com instalações de produção avançadas, fortes capacidades técnicas, equipamentos de teste confiáveis e um sistema abrangente de gerenciamento de qualidade.
O swaging components of Xingtai Hydraulic machines are forged from high-strength alloy steel. The machine body is manufactured from a single block of material, ensuring structural integrity and long service life. The hydraulic systems utilize a dual-pressure pump oil supply system, which enables fast upward and downward movement while ensuring a smooth pressing process. This design significantly improves pressing quality and production efficiency.
As máquinas hidráulicas Xingtai foram exportadas para vários países, incluindo Reino Unido, Austrália, Holanda, Letônia, Malásia, Tailândia, Índia, Rússia, Botsuana, Polônia e outros. Guiado pela filosofia de "alta qualidade, preço competitivo e compromisso duradouro," a empresa se esforça para atender às necessidades dos clientes e prestar o melhor serviço, dedicando-se a atender clientes existentes e novos com o mesmo nível de excelência.
Perguntas frequentes
Q1: Qual é a regra 3-6 para cabos de aço e por que isso é importante para terminações estampadas?
O 3-6 rule is a wire rope retirement criterion: remove a rope from service when 3 or more broken wires occur in one strand within one rope lay length, or 6 or more broken wires are found across all strands in one lay length. A properly swaged termination preserves the wire rope's structural properties at the termination point, reducing stress concentrations that can accelerate wire breakage. Using an accurately sized die set and the correct number of press increments is essential to achieving a termination that does not become a premature failure point.
Q2: O GT-1350 pode usar matrizes da prensa hidráulica de cabo de aço GT-500T?
Sim. A GT-1350 foi projetada especificamente para aceitar matrizes de tamanho menor que sejam compatíveis com a prensa GT-500T. Isso significa que as operações que já possuem ferramentas GT-500T podem usar esse investimento diretamente no GT-1350 para diâmetros de cabos menores e só precisam comprar matrizes maiores específicas do GT-1350 para a faixa de capacidade superior. Esta compatibilidade cruzada é uma característica declarada da máquina e uma vantagem de custo significativa em oficinas com múltiplas máquinas.
Q3: Como leio uma tabela de tamanhos de matriz de crimpagem hidráulica?
Uma tabela de tamanhos da matriz de crimpagem faz referência cruzada ao diâmetro nominal do cabo de aço, ao diâmetro externo da luva antes da estampagem e à dimensão de fechamento da matriz alvo após a estampagem. Para usá-lo: identifique o diâmetro do cabo de aço, encontre o DE da luva recomendado na tabela e, em seguida, selecione o conjunto de matrizes cuja dimensão de fechamento corresponda ao DE alvo pós-estampagem especificado pelo fabricante da luva. Sempre confirme usando a folha de dados da luva real, pois as tolerâncias variam entre produtos de luva de alumínio, luva de aço e soquete estampado.
Q4: Qual é o diâmetro máximo do cabo de aço que o GT-1350 pode estampar em uma única prensa?
O GT-1350 achieves a maximum wire rope diameter of 66mm using multi-pressing technique. Single-press capacity depends on the die set selected and sleeve material, and is typically rated for smaller diameters. For large-diameter ropes approaching the 66mm limit, operators should follow the multi-press sequence specified in the GT-1350 manual and confirm the number of press increments with the sleeve supplier's swage chart.
P5: O GT-1350 é adequado para instalação externa ou em ambientes adversos?
O GT-1350 is designed as a workshop or factory-floor machine. For field deployment in mining, wharf, or construction environments, appropriate environmental protection for the control panel and hydraulic system should be arranged. The machine's single-block body and high-strength alloy-steel swage components are robust enough for demanding industrial environments when properly housed. Contact Xingtai Hydraulic for guidance on environmental protection options for specific deployment conditions.
Q6: Quais certificações o GT-1350 possui?
O GT-1350 holds CE certification, which confirms conformance to applicable European safety, health, and environmental protection requirements including the Machinery Directive. CE marking is recognized in the EU, the UK (under UKCA transition arrangements), Australia, and many other markets as evidence of a machine meeting established safety standards. Buyers in regulated markets should request the Declaration of Conformity documentation from Xingtai Hydraulic when placing an order.
")
")
")
")
")
")
")
")
Se você precisar de equipamento hidráulico personalizado ou consulta técnica, por favor sinta-se à vontade para entrar em contato com a equipe de vendas e engenharia da Xingtai.
-
 +86-523-86934677
+86-523-86934677
+86-15896002505 -
 [email protected]
[email protected]
-
 +86-15896002505
+86-15896002505
-
 No. 3 Estrada de Longgang, Rua do Porto de Gaogang, Cidade de Taizhou, China.
No. 3 Estrada de Longgang, Rua do Porto de Gaogang, Cidade de Taizhou, China.
Direitos autorais © Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. Todos os Direitos Reservados.

